Table of Contents
ToggleIntroduction – Why Pressure Relief Valves Are Critical
Pressure Relief Valves (PRVs) are among the most important safety components used in pressurized systems. Their main job is simple but extremely critical: prevent pressure from rising beyond safe limits.
In industries such as oil & gas, power plants, chemical processing, boilers, compressors, and hydraulic systems, uncontrolled pressure rise can lead to equipment damage, leaks, explosions, or even loss of life. Pressure relief valves act automatically and instantly, making them the last line of defense in any pressure system.
This article explains what pressure relief valves are, how they work, and 7 common types of pressure relief valves, along with their typical applications.
What Is a Pressure Relief Valve?
A pressure relief valve is a self-acting mechanical safety device installed in pressurized systems to protect them from overpressure.
Its basic functions are:
Continuously sense system pressure
Open automatically when pressure exceeds a preset value
Release excess fluid or gas safely
Reseat and close once normal pressure is restored
No electrical power, control signal, or operator intervention is required. This makes pressure relief valves highly reliable, even during emergencies.
How Does a Pressure Relief Valve Work?
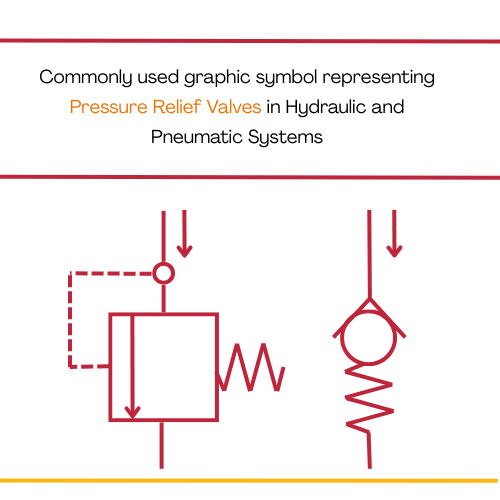
The working principle of a pressure relief valve is based on force balance.
System pressure acts on a disc, piston, or diaphragm
A closing force (spring, pilot pressure, or mechanical element) keeps the valve closed
When pressure force exceeds the closing force, the valve opens
Excess pressure is discharged to a safe outlet
Once pressure drops, the valve closes automatically
Different valve designs use different methods to create the closing force, which results in various types of pressure relief valves.
1. Spring-Loaded Relief Valves
Spring-loaded relief valves are the most commonly used pressure relief valves in industry.
A calibrated spring applies force on the valve disc. When system pressure exceeds the spring force, the disc lifts and releases pressure.
Key characteristics include:
Simple and robust mechanical design
Fast response to pressure rise
No external energy source required
Easy installation and maintenance
Typical applications include:
Steam boilers used in power plants and process industries
Air compressors and compressed air receivers
Pumps operating in closed liquid systems
General industrial pipelines requiring basic overpressure protection
2. Pilot-Operated Relief Valves
Pilot-operated relief valves use system pressure itself to control valve opening.
A small pilot valve senses pressure. When set pressure is reached, the pilot opens and causes the main valve to open fully.
Key characteristics include:
Very high pressure control accuracy
Stable operation at high pressures
Suitable for large flow capacities
Minimal pressure loss during normal operation
Typical applications include:
High-pressure gas transmission pipelines
Oil and gas production facilities
Refineries and petrochemical plants
Power plants requiring precise pressure regulation
3. Temperature-Activated Relief Valves
Temperature-activated relief valves protect systems against thermal expansion-induced pressure rise.
In liquid systems, temperature increase can cause extreme pressure buildup even when there is no flow. These valves release pressure before damage occurs.
Key characteristics include:
Protection against thermal expansion
Operation linked to temperature-induced pressure rise
Compact and simple construction
Typical applications include:
Blocked-in liquid pipelines exposed to heat
Heat exchangers with thermal expansion risk
Storage tanks carrying temperature-sensitive fluids
Hot oil circulation systems
4. Balanced Bellows Relief Valves
Balanced bellows relief valves are designed to eliminate the influence of back pressure.
A metallic bellows isolates the spring chamber from downstream pressure, keeping the set pressure stable.
Key characteristics include:
Consistent set pressure performance
Resistance to variable back pressure
Suitable for closed discharge systems
Typical applications include:
Chemical processing plants handling corrosive fluids
Systems with fluctuating or constant back pressure
Closed vent or flare systems
Toxic or hazardous fluid services
5. Nozzle Type Relief Valves
Nozzle type relief valves are optimized for high-capacity and fast-acting pressure relief.
Their design allows a sharp and rapid opening once the set pressure is reached.
Key characteristics include:
Very fast lift action
High discharge capacity
Reliable reseating after pressure normalization
Typical applications include:
High-pressure steam boilers
Superheated steam pipelines
Steam distribution headers
Power generation systems
6. Piston-Type Relief Valves
Piston-type relief valves use a sliding piston to sense pressure and control opening.
They are mechanically strong and suitable for demanding industrial environments.
Key characteristics include:
High mechanical strength
Suitable for high-pressure applications
Longer service life in harsh conditions
Typical applications include:
Hydraulic power units
High-pressure oil circuits
Industrial machinery operating at elevated pressures
Systems handling dirty or viscous fluids
7. Diaphragm-Type Relief Valves
Diaphragm-type relief valves use a flexible diaphragm as the pressure-sensing and sealing element.
They are highly sensitive and provide excellent sealing performance.
Key characteristics include:
Leak-tight shutoff
High sensitivity at low pressures
Good compatibility with corrosive media
Typical applications include:
Chemical dosing and metering systems
Low-pressure gas distribution lines
Corrosive fluid services
Applications requiring tight sealing rather than high flow
Key Factors to Consider When Selecting a Pressure Relief Valve
Before selecting a pressure relief valve, always evaluate:
Maximum allowable working pressure
Type of fluid (gas, steam, liquid)
Operating temperature range
Required relieving capacity
Presence of back pressure
Applicable industry standards and codes
Incorrect valve selection can lead to frequent lifting, leakage, or failure to protect the system.
Pressure relief valves may appear simple, but their role in industrial safety is critical and non-negotiable.
Understanding the different types of pressure relief valves and their working principles helps engineers, technicians, and students make safer design and maintenance decisions.
From small compressors to massive refinery pipelines, a properly selected pressure relief valve can prevent accidents, downtime, and catastrophic failures.


I hope you like above blog. There is no cost associated in sharing the article in your social media. Thanks for Reading !! Happy Learning